
差壓鑄造工藝及原理
發布時間:2024-11-27 分類:新聞 瀏覽量:6740
什么是差壓鑄造?
差壓鑄造(也稱反壓鑄造),是液態金屬在差壓作用下,充填到預先有一定壓力的鑄型中,進行結晶、凝固而獲得鑄件的一種工藝方法。是低壓鑄造和壓力下結晶凝固兩種工藝的結合。
該工藝可以根據鑄件形狀,工藝要求和鑄型特點,調整型腔內的壓力,使金屬液受控制地流進鑄型,并在不改變鑄型受力狀態條件下,使鑄件在較高的壓力下凝固,生產出用其它成形方法難以澆注的復雜、薄壁、整體鋁鑄件,解決了鑄件澆注技術中的一個重大關鍵。
差壓鑄造的工作原理:
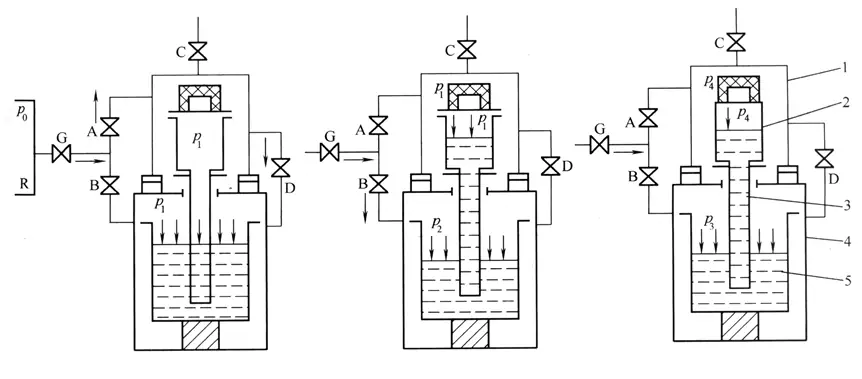
A.充氣
B.增壓法
C.減壓法
鑄型放在上壓力筒中,坩堝爐放在下壓力筒中,上下壓力筒以中隔板分開,升液管使鑄型與保溫爐相通。
金屬液充型方法有:
1)增壓法:
2)減壓法:
差壓鑄造工藝特點:
因差壓鑄造金屬液是在一定壓力下充型,故帶來一系列有利于獲得優質鑄件的因素。
(1) 可以控制充型速度;可以獲得不同壓差⊿P—充型速度,獲得最佳的充型速度;
(2) 可獲得最優質的充型金屬液,可避免外來夾雜物進入型內。
(3) 由于在高壓下結晶凝固,因此鑄件補縮條件改善,從而大大提高鑄件的致密度;鑄件局部最薄厚度可達0.25毫米,且輪廓清晰。
(4) 在保壓期間,鑄件仍處于高壓狀態,在外壓力作用下,會產生微量的塑性變形,從而減少“顯微縮松”,提高鑄件的機械性能;與低壓鑄造相比,差壓鑄造的鑄件材料的抗拉強度可提高10-50%,伸長率可提高25-50%。
(5) 在高壓下結晶凝固,又可提高氣體在金屬液中的溶解度,因而能大大減少鑄件中的“氣孔”和“針孔”缺陷。
(6)鑄件表面質量改善----由于壓差⊿P的可調性,因此,可以通過壓差⊿P減少“冷隔”及“機械粘砂”;
(7)可以實現控制氣氛澆注;
(8)便于機械化和自動化,提高了勞動生產率,減少了清理工作量和改善了勞動條件。
差壓鑄造與低壓鑄造鋁合金力學性能的比較
| 鑄造方法 | 力學性能 | ZL101 | ZL102 | ||
| 壁厚 5mm | 壁厚 20mm | 壁厚 5mm | 壁厚 20mm | ||
| 差壓鑄造 | 抗拉強度 σb/Mpa | 171 | 190 | 190 | 184 |
| 斷后伸長率 δ/% | 8.0 | 7.2 | 6.5 | 6.5 | |
| 低壓鑄造 | 抗拉強度 σb /Mpa | 171 | 132 | 168 | 143 |
| 斷后伸長率 δ/% | 4.0 | 2.0 | 4.0 | 2.0 | |
差壓鑄造設備結構設計
差壓鑄造設備主要有三部分組成:主機,壓力控制,供氣

差壓鑄造設備外形圖

主設備部分
壓力控制部分
供氣部分
1) 壓力罐設計 :封頭部分
2) 鎖緊機構
3) 充氣方法:氣控系統及其附屬裝置
差壓鑄造鑄件工藝設計
1)澆注位置的選擇
確立澆注位置時,要使鑄件由遠離澆道處先凝固,澆道最后凝固,實現鑄件順序凝固,常常是將鑄件薄壁部位遠離澆道,讓金屬液從厚壁處引入,與低壓鑄造澆注位置的選擇是相同的。
2)加工余量及工藝余量
對于壁厚均勻的鑄件,為了實現向澆口方向的順序凝固,可以采取增加加工余量,不加工平面可以采用工藝余量的辦法,使鑄件壁厚向澆道方向遞增。
3)澆注系統的選擇
(1)合理的澆注系統應滿足的要求
① 在保證金屬液平穩充型的前提下,充型要快。
② 有利于擋渣及排氣。
③ 有利于鑄件實現順序凝固。
(2)澆注系統的形式
一般選用底注式澆注系統,鋁、鎂合金鑄件常采用開放式澆注系統,對于高度大于300mm的鑄件,可以選用縫隙式澆注系統。
4)冒口與冷鐵
差壓鑄造有效地強化了冒口的補縮作用,因此,對個別厚大的熱節部位,一般只需采用暗冒口。冷鐵常和冒口、澆道配合使用,用以加快鑄件局部熱節處的冷卻速度,使該熱節部位與相鄰的連接壁同時凝固,以達到整個鑄件順序凝固的目的。
差壓鑄造澆注工藝
1)差壓鑄造澆注過程的特點
差壓鑄造加壓分為6個階段
0~t1: 充氣階段
t1~t2: 壓力平衡階段
t2~t3: 升液階段
t3~t4: 充型階段
t4~t5: 保壓階段
t5~t6: 互通階段
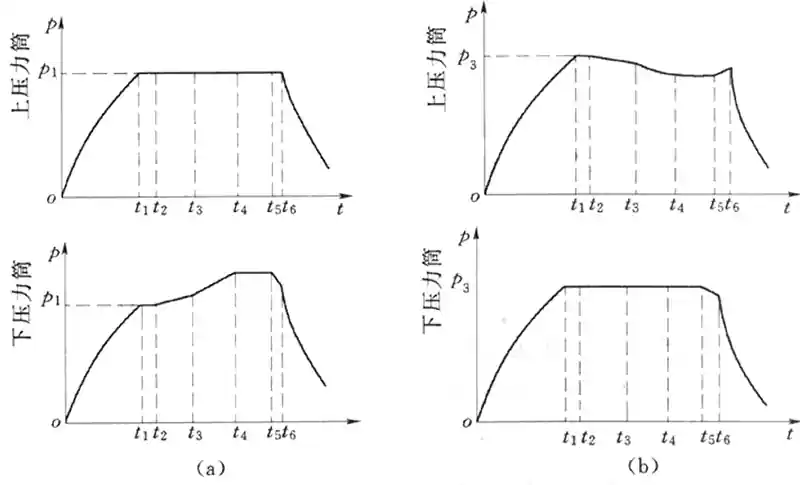
增壓法
減壓法
增壓法和減壓法比較
增壓法:從特性曲線上看出,升壓曲線a’b’線段性較 差,金屬液充型速度會發生波動。
減壓法: ab段占整個曲線比例很小,非常接近直線,因此,減壓法金屬液上升平穩。
工藝參數的選擇
(1)充型壓力差Δp
可按 p=HρK/10200計算
(2)結晶壓力
結晶壓力越大,鑄件越致密,鑄件力學性能也越好。結晶壓力和鑄件結構、合金結晶特性等因素有關。
(3)升液速度
為保持金屬液平穩、緩慢升液。避免噴濺,升液應較慢。
(4)充型速度
充型速度應比升液速度快,但不宜過快,要防止二次夾雜的產生。充型速度與鑄件復雜程度、壁厚、大小和合金種類有關,所用鑄型種類有關。
(5)保壓時間
保壓時間應大體與鑄件凝固時間相同。保壓時間與鑄件大小、壁厚、合金種類及結晶壓力等有關。鑄件壁厚越厚,合金結晶溫度范圍越寬,保壓時間就越長。
(6)澆注溫度
差壓鑄造澆注溫度比一般重力鑄造可低些。鋁合金,澆注溫度可低306~0℃。
差壓鑄造應用范圍
差壓鑄適除了可用砂型外,也可用金屬型。單件、小批量生產時可用砂型,生產批量大時,可用金屬型。鑄件重量可從小于1kg至100kg以上。
目前中國最大鑄造直徑540mm、高度890mm、壁厚8~10mm的大型復雜薄壁整體艙鑄件。可鑄造的合金有鋁合金、鋅合金、鎂合金、銅合金,還有鑄鋼。生產的鑄件有電機殼、閥門、葉輪、氣缸、輪轂、坦克導輪、船體等。
?????? 在壓力鑄造機上生產受投影面積或壁厚限制的鑄件均可用差壓鑄造法生產。






















